
恒天翊官方旗舰店

服务热线:133 6054 0871
恒天翊官方旗舰店
服务热线:133 6054 0871
 2023/8/7 16:53:21
2023/8/7 16:53:21
 835
835
烙铁焊接, 也称手工焊接。在一些PCBA小批量产品生产中,在维修、返修工艺中,仍然有广泛的应用。
烙铁焊接工艺的核心有两点:
(1)操作者的技能。熟练掌握烙铁的使用、温度的设置、加锡的方式以及每类焊点的焊接要领。
(2)选用合适的烙铁。
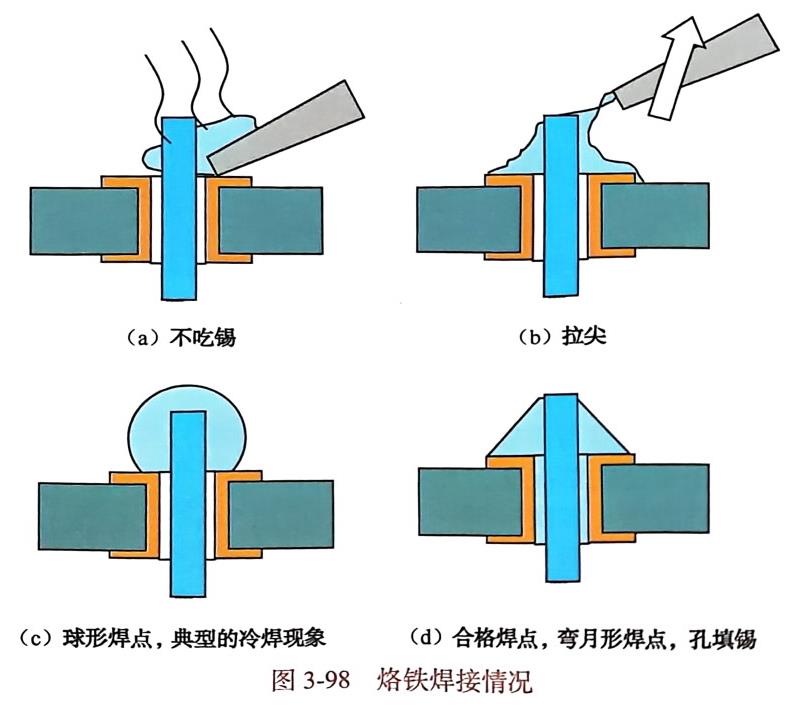
手工焊接操作中最常见的两种不良状况是:
(1) 引线不吃锡、焊盘无润湿。
(2)烙铁拿开后拉尖,如图 3-98 的(a)、(b)所示。
这两种情况基本都与使用的烙铁有关,也就是所用烙铁功率不够或功率补偿不足。
烙铁合适与否, 我们可以根据3~5s润湿要求进行实验。如果烙铁 3s内都没有办法将焊接件加热到足以“吃锡”的程度,
就应该更换功率大的烙铁。一味延长焊接时间或提高烙铁的温度,都不是好的选择。长时间加热很容易损坏元器件,
特别是那些含有塑料的元器件,如继电器、同轴插座、接插件,也会损坏PCB。
提高烙铁的温度,会减少其寿命,同时也容易使焊剂碳化。
一般烙铁头的设置温度为350~ 380℃, 最高不要超过450℃。
一般车间应该配备三种功率的烙铁,即:
(1) 25 ~ 45W, 用于焊接片式元件、QFP。
(2)60 ~ 100W, 用于焊接热容量比较大的元器件。
(3) 120~ 150W,用于焊接热容量大的元器件,如铜柱、同轴连接器。
正确的操作方法,总结为“五步法”,如图3-99所示。其要领是先用烙铁加热被焊接的引线/焊盘,后送焊锡丝。
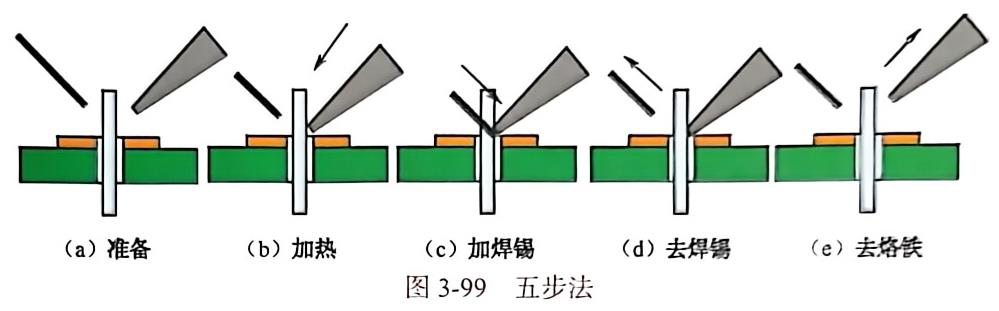
实际焊接中,绝大部分操作者是同时把烙铁头与焊锡丝一起置于焊盘进行焊接的,这就是所谓的“三步法”。
不管“五步法”还是“三步法”,
关键一点就是不应在悬空的烙铁头上加锡或加锡后应严格控制待焊的时间,因为悬空的烙铁头温度很高,容易使焊剂碳化。
操作时,必须保持烙铁头清洁、吃锡。如果烙铁头有焊锡氧化皮,既不利于加热也不利于焊接。
QFP封装的手工焊接,具有代表性,在此作一简要介绍。
工艺要领:提高润湿能力。
一般的工艺过程:
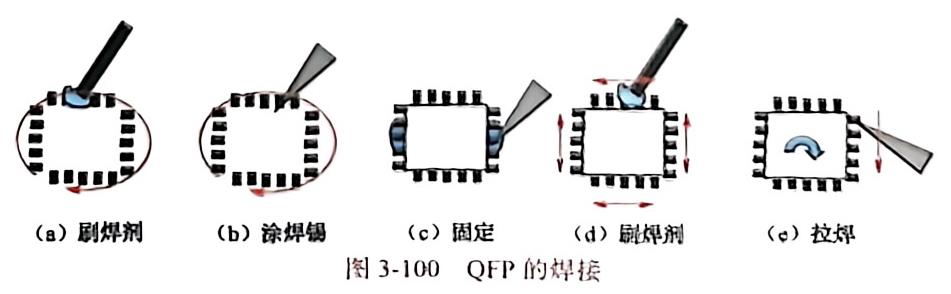
(1)在PCB焊盘上预涂焊剂,如图3-100(a)所示。
(2)用直径0.5mm的焊锡丝对焊盘进行表面涂锡,提高润湿能力,如图3-100(b)所示。
(3)手工贴片并焊接固定(对称两处),如图3-100(c)所示。
(4)引脚涂锡并刷焊剂,这是保证不产生锡渣和桥连的关键一步,如图3-100(d)所示。
(5)拉焊,用烙铁从一边的一角开始拉焊,如图3-100(c)所示。
电话
微信
邮箱
置顶
恒天翊坚信质量是产品的灵魂,严守每一项标准、生产的每一道工艺、服务的每一个细节!
